 English▼
English▼




Kategori Produk
- pilot baterai / jalur produksi
- perakitan laboratorium baterai
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion baterai bahan
- bahan aktif katoda
- bahan aktif anoda
- Customized Battery Electrode
- Koin sel bahan
- chip lithium
- bagian sel silinder
- pengumpul arus baterai
- bahan konduktif baterai
- elektrolit dan kantong
- Metal Mesh
- pengikat baterai
- pemisah dan selotip
- film aluminium laminasi
- strip nikel / foil
- Battery Tabs
- bahan graphene
- Nickel Felt
- Titanium Fiber Felt
- Baterai
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- semua mesin perakitan baterai
- penguji & penganalisa baterai
- Battery Safety Tester
- Material Characterization Tester
- mesin press bergulir
- mesin las spot logam
- mesin pengaduk vakum
- mesin crimping / pembongkaran
- mesin penyegel vakum
- mengisi elektrolit
- mesin susun / belitan
- pemotong elektroda / slitter
- kantong membentuk mesin
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakum kotak sarung tangan
- tungku
- Coaters
- PVD Coater
- tekan hidrolik
- Large Press Machine
- mixer sentrifugal planet / pabrik
- ball mill
- mesin laboratorium
- Cutting Machine
- busa elektroda logam
Hubungi kami
- Jika Anda memiliki pertanyaan, silahkan hubungi kami, Semua pertanyaan akan dijawab
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Tambahkan : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

Mesin Pemotong Mati Otomatis Untuk Produksi Baterai Prismatik
Model Number:
TMAX-YK-DP400-L01BPembayaran:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Sebelumnya:
Mesin Susun Kecepatan Tinggi Stasiun Ganda untuk Pembuatan Sel PrismatikBerikutnya:
Mesin Penutup Film Biru Baterai Prismatik
Mesin Pemotong Mati Otomatis Untuk Produksi Baterai Prismatik
1 、 Pengenalan peralatan
1. Fungsi peralatan
* fungsi unwinding (dua mekanisme unwinding diadopsi, dan motor servo secara independen mengontrol unwinding otomatis);
* fungsi koreksi deviasi (mengoreksi deviasi mekanisme unwinding dan elektroda sedang diangkut sebelum meninju);
* sistem kontrol ketegangan sabuk (ketegangan sabuk dikontrol secara independen oleh dua mode penyangga, yang dapat mengurangi jitter sabuk dalam proses pemotongan cetakan tinggi);
* die cembung cekung logam digunakan untuk melengkapi pembentukan telinga kutub (die baja tungsten digunakan, dengan masa pakai tinggi dan Burr meninju kecil);
* penghilangan debu dari rol peralatan (penyerapan debu dari rol penarik);
* sebelum pemotongan mati, the elektroda disikat dan disedot;
* fungsi pemotongan chip tunggal (mengadopsi struktur penggerak poros engkol kontrol servo untuk menyelesaikan pemotongan, mengadopsi cetakan baja tungsten, dengan masa pakai yang tinggi dan Burr meninju kecil);
* lajang elektroda fungsi menyampaikan (tiga sabuk vakum digunakan untuk menyampaikan elektroda , penghapusan debu di kedua sisi elektroda dan penyaringan produk cacat dilakukan selama proses pengangkutan);
* penghapusan debu di kedua sisi elektroda (wol felt dan pengumpulan debu tekanan negatif secara default; perangkat penghilang debu elektrostatis non-kontak dicadangkan) metode penghilangan debu ini bersifat opsional;
* deteksi dan pelabelan CCD ganda elektroda cacat permukaan (CCD mendeteksi kedua sisi elektroda , mesin pelabelan memberi label produk yang tidak memenuhi syarat setelah deteksi, dan menarik bagian ini saat telinga tiang terbentuk; peralatan tidak memiliki fungsi ini secara default, dan posisi pemasangan dicadangkan) fungsi ini opsional;
l deteksi kode warna produk yang cacat (elektroda penginderaan memiliki label yang rusak, dan perangkat elektroda secara otomatis menyaring produk yang cacat);
* lajang elektroda ukuran deteksi CCD (untuk masing-masing elektroda deteksi ukuran keseluruhan, peralatan akan secara otomatis menyaring produk yang cacat);
* elektroda fungsi koleksi ( elektroda fungsi penghitungan dipasang di kotak material, dengan fungsi penyortiran elektroda s, dan elektroda s dikumpulkan dengan rapi di kotak bahan);
* fungsi konversi dan pengangkutan wadah kartrid (kartrid dipasang di meja putar, dan wadah kartrid diubah secara otomatis; manipulator mengekstrak wadah kartrid dan menghubungkan jalur material) wadah kartrid dapat dibagi dengan mesin laminasi;
2. Prinsip peralatan
Prinsip pengumpanan terus menerus dari kumparan kutub, mengendalikan pukulan mati dan impuls kutub melalui mode cam elektronik, dan mengendalikan jarak yang tidak sama dengan traksi servo.
3. Proses tindakan peralatan
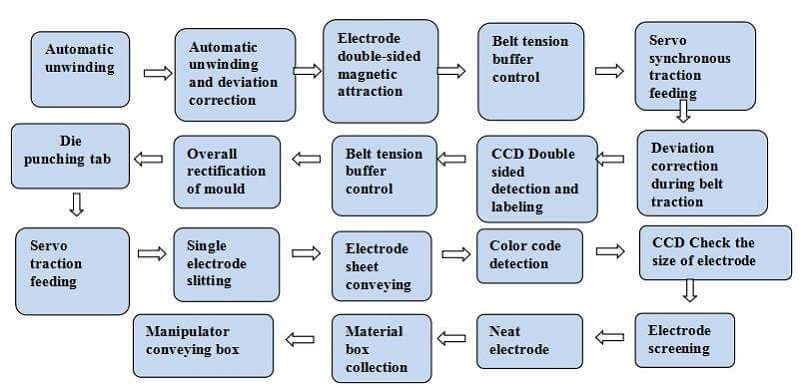
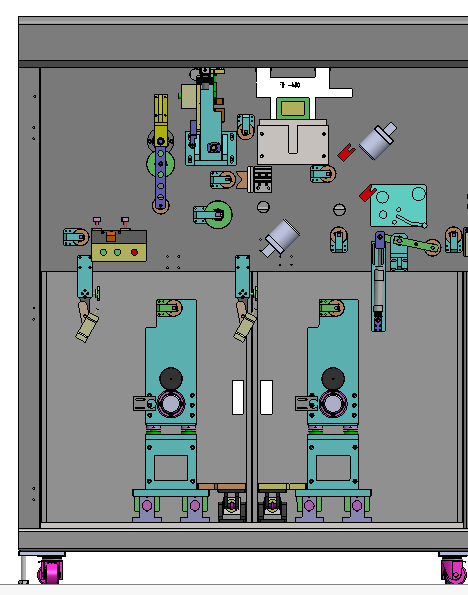
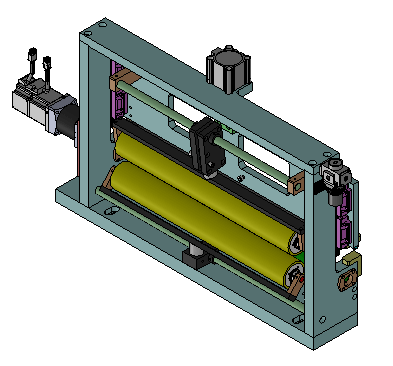
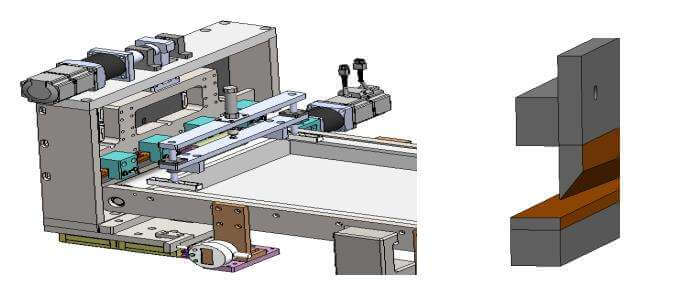
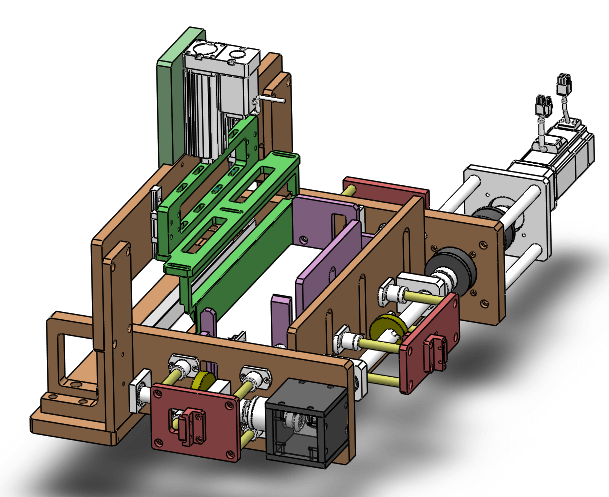
4. Struktur keseluruhan
1) Ukuran : 4200 mm L ; W : 1 2 8 0mm ; H : 2050mm 。
2) Berat : 1.85 T
3) Diagram struktur keseluruhan
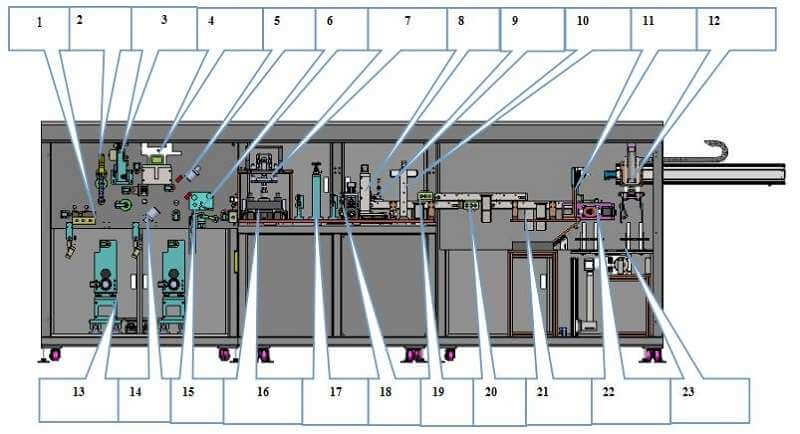
1. 上料接料台: Memberi makan dan menerima platform
2. 张力缓存机构 : Mekanisme penyangga tegangan
3. 滚轮牵引机构: Mekanisme traksi roller
4. 过程纠偏组件 : Komponen koreksi proses
5. CCD 检测 : Pengujian CCD
6. 贴胶机 :Aplikator lem
7. 极耳成型模切组件 : Tab membentuk perakitan pemotongan mati
8. 裁切机构 :Mekanisme pemotongan
9. 色标传感器 : Sensor kode warna
10. CCD 检测机构 : Mekanisme deteksi CCD
11. 次品剔除机构 : Menolak mekanisme
12. 机械手抓取机构 :Mekanisme penangkapan manipulator
13. 自动放卷纠偏装置 : Perangkat koreksi pelepasan dan deviasi otomatis
14. CCD 检测 : Pengujian CCD
15. 缓存机构 : Mekanisme cache
16. 模具冲切机构 : Mekanisme pukulan mati
17. 转型调节机构 : Institusi penyesuaian transformasi
18. 滚轮牵引机构 :Mekanisme traksi rol
19. 除尘机构 : Mekanisme penghilangan debu
20. 除尘机构 : Mekanisme penghilangan debu
21. 次品收集盒 : Kotak koleksi produk rusak
22. 整齐料盒极片机构 :Mekanisme elektroda kotak bahan rapi
23. 转化料盒机构 : Mekanisme kotak konversi
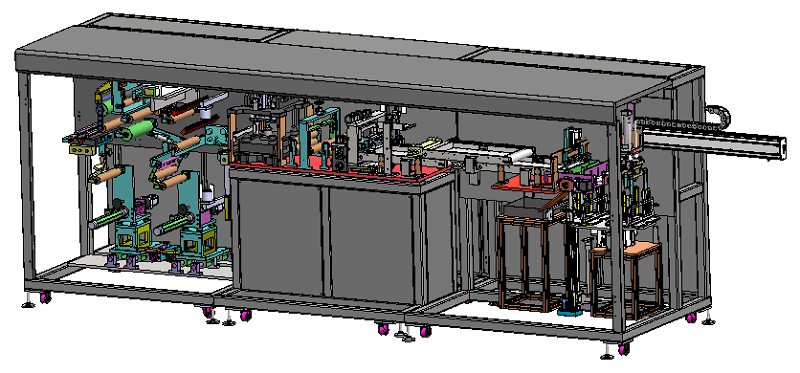
4) Diagram penampilan peralatan
4 、 Fungsi pengenalan komponen peralatan
1. Perangkat makan otomatis
l Maks Dia : φ700mm ;
l Berat maks : 150kg ;
l Diameter dalam lengan : 150,2±0,5mm ;
l Mode pelepasan dan pengumpanan: pengumpanan langsung dioperasikan oleh troli dok logistik atau manual ;
l Mekanisme pelepasan mengadopsi struktur poros tiup, dan kedua ujung poros tiup dilengkapi dengan bantalan gelinding, yang kokoh dalam struktur ;
l Ini dilengkapi dengan platform penghubung sabuk melingkar dan garis penanda tambahan, yang nyaman untuk menghubungkan sabuk manual ;
l Ada batang magnet permanen dengan 40000gs di belakang meja penerima untuk melepaskan besi dari depan dan belakang meja. elektroda ;
l Pengumpulan debu dengan sikat rol dua sisi potongan kutub sebelum pemotongan mati ;
l Dengan perangkat pengepres sebelum pemotongan mati ;
l Sistem servo digunakan untuk mengontrol pelepasan sinkron agar tegangan tetap stabil ;
l Kisaran ketegangan yang dapat disesuaikan adalah 0-150 N , dan akurasinya ± 10% ;
l Sebelum dan sesudah material atas dan bawah, poros reeling bergetar≤5mm ;
l Jarak dari permukaan ujung poros belitan ke bagian luar penutup pelindung≤250mm ;
l Dengan desain perlindungan keselamatan ;
l Sistem koreksi deviasi mengadopsi sensor koreksi deviasi CCD presisi tinggi untuk mengontrol sisi yang berlawanan dan meningkatkan akurasi koreksi deviasi ± 0,2mm .
1. Sistem kontrol ketegangan sabuk
l Kontrol ketegangan yang tidak berliku dari sabuk material terdiri dari dua mekanisme ;
l Bagian unwinding dari poros ekspansi udara dikendalikan oleh ayunan silinder gesekan rendah untuk mengontrol tegangan selama proses unwinding. ;
l Selama meninju mati, sabuk berayun ke atas dan ke bawah, dan motor servo menarik batang sekrup untuk mengkompensasi. Misalnya, ketika die naik dan turun, motor servo dengan cepat menarik panjang potongan tiang untuk memastikan ketegangan dalam proses pengiriman potongan tiang. ;
l Bagian ayun mengadopsi katup proporsional presisi tinggi, potensiometer presisi tinggi, dan silinder gesekan rendah untuk mengontrol pengumpanan secara serempak ;
l Batang sekrup dikendalikan oleh kuantitas analog servo, dan tegangan dapat diatur sesuai dengan ukuran potongan tiang ;
2. Tab meninju dan membentuk perangkat
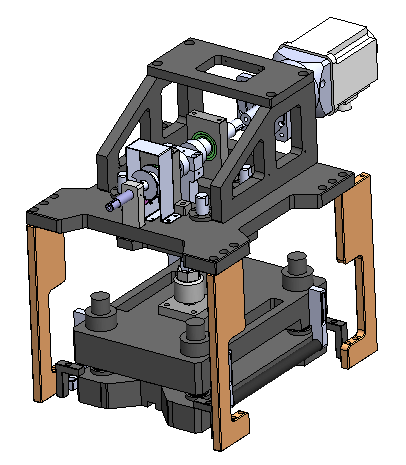
l SEBUAH dopt logam cekung cembung mati meninju bentuk untuk menyelesaikan pembentukan tab
l Punching die atas dan bawah mengadopsi mode kontak titik gunting ;
l Poros engkol yang digerakkan servo digunakan untuk menyelesaikan aksi meninju cetakan berkecepatan tinggi, dan potongan tiang bebas dari kerusakan, bubuk jatuh, sudut tajam, dan cacat lainnya selama proses pemotongan ;
l Pembongkaran dan pemasangan die sederhana, dan lebar potongan tiang mudah disesuaikan. Itu dapat memenuhi berbagai ukuran potongan tiang dalam kisaran tertentu, dan waktu perubahan kurang dari 1 jam ;
l Alat pengumpul sampah berbentuk corong dipasang di bawah cetakan, dan sampah yang dihasilkan setelah pelubangan dan pemotongan dapat langsung disedot ke dalam alat corong dan kemudian dikumpulkan ke dalam kotak daur ulang sampah (pembersihan sekali per shift, waktu pembersihan ≤ 5 menit) ;
l Die bagian atas dari die dilengkapi dengan fungsi pendinginan hembusan tekanan positif untuk meningkatkan masa pakai punching dari die ;
l Mekanisme meninju dilengkapi dengan serat optik pelindung keselamatan dan penutup pelindung keselamatan ;
l Sistem mengadopsi sensor koreksi deviasi CCD presisi tinggi untuk meningkatkan akurasi koreksi deviasi , ≥0.2mm ;
l Parameter dari elektroda setelah meninju :
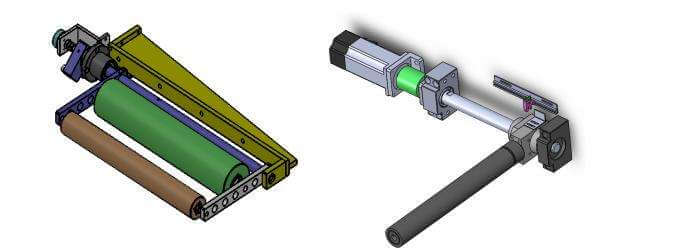
3. Perangkat traksi sabuk
l Proses traksi dan pengangkutan sabuk material terdiri dari dua set rakitan rol traksi ;
l Set pertama dari proses reeling kontrol berkecepatan tinggi menyampaikan sinkronisasi ;
l Set kedua dari potongan tiang pusat meninju kontrol kecepatan tinggi menyampaikan sinkronisasi ;
l Mengadopsi kontrol servo fungsi makan jarak yang tidak sama ;
l Ada sebuah cokelat roda pemandu di depan roller traksi untuk mencegah tab dari diskon setelah pemotongan mati. Roda pemandu dapat disetel dengan mudah saat mengganti model ;
l Kedua rol secara langsung dilengkapi dengan rol penyerap bubuk untuk menghilangkan debu yang terkumpul selama traksi rol ;
l Rol penekan dikompresi secara otomatis oleh silinder udara, yang nyaman untuk threading .
4. Mekanisme pemotongan
l Saya n proses pemotongan irisan tiang, ada fungsi pra pengepresan di depan dan rol traksi di belakang untuk memastikan keuletan irisan tiang sebelum pemotongan dan akurasi dimensi pemotongan bubuk irisan tiang;
l setelah pemotongan, peralatan dilengkapi dengan serat optik induksi untuk mencegah pisau tiang disalahartikan sebagai banyak limbah;
l pemotong bawah dipasang dengan vakum untuk menyerap debu;
l Pisau baja tungsten tertanam diadopsi untuk mengurangi biaya perawatan dan penggantian ;
l pemotongan memiliki fungsi penghitungan.
5. Elektroda fungsi koreksi dalam kotak makan
l selama operasi dari elektroda , motor servo menggerakkan mekanisme penyortiran untuk mengoreksi elektroda ;
l Setelah koreksi, elektroda ditumpuk dalam kotak bahan untuk memastikan bahwa elektroda dalam kotak bahan rapi ;
l Kotak material memiliki fungsi penghitungan, dan potongan tiang bebas dari kerusakan, kerutan, tekukan, goresan, dan cacat lainnya selama pengoperasian dan penumpukan ;
l Ketika elektroda dalam kotak bahan diisi, maka secara otomatis akan beralih ke mekanisme penyangga untuk menerima bahan .
5 、 Perangkat penghapus debu (opsional)
l 1) Roda wol, tekanan negatif untuk mengumpulkan debu
l peralatan mengadopsi roda wol dan metode penghilangan debu tekanan negatif, yang memiliki efek penghilangan debu yang baik, efisiensi tinggi dan biaya rendah;
l Ketika elec menginjak melewati ujung saluran masuk kepala pembersih, gulung sikat penggerak untuk menyapu bedak untuk menghilangkan debu di permukaan elektroda ;
l Selanjutnya, potongan tiang menerima angin tekanan negatif internal untuk menyerap debu yang melayang dan debu pada roda sikat ;
l Debu dikumpulkan dalam kipas tekanan negatif, yang mudah dibersihkan (sebulan sekali, waktu pembersihan ≤ 5 menit).
l 1) Penghapusan debu non kontak
l mengadopsi metode penghilangan debu non-kontak dari angin ion bertekanan tinggi, yang memiliki efek penghilangan debu yang baik, efisiensi tinggi dan biaya tinggi;
l Ketika elektroda melewati ujung saluran masuk kepala pembersih, awan ionisasi di sini dan listrik statis pada permukaan koil dihilangkan;
l Kemudian, elektroda dipengaruhi oleh aliran udara turbulen yang dihasilkan oleh hembusan internal dan aliran udara vakum dari perangkat kepala pembersih ;
l Pengaruh aliran udara turbulen menyebabkan frekuensi tinggi fretting dari e elektroda ;
l Tindakan gabungan fretting frekuensi tinggi dan aliran udara turbulen dari elektroda memecah lapisan antarmuka udara pada permukaan potongan tiang, dan pada saat yang sama, polutan yang dilepaskan oleh lapisan antarmuka tersedot ke dalam aliran udara vakum ;
l Ketika elektroda meninggalkan kepala pembersih, potongan tiang akan melewati awan ion lain untuk mencegah polusi sekunder pada permukaan elektroda.
6. Fitur desain
Fitur |
Keuntungan |
Pembersihan tanpa kontak |
Menghindari risiko tanda dan kerusakan pada permukaan elektroda , dan pada saat yang sama, tidak mempengaruhi pelacakan deteksi posisi elektroda di sabuk |
Integrasi kontrol elektrostatik |
Menetralkan listrik statis, mengoptimalkan kinerja pembersihan, dan secara efektif mempolarisasi polusi sekunder pada permukaan lembaran |
Sistem "port tetap" yang unik |
Sambungan pipa kepala pembersih sudah diperbaiki, dan pemasangan kepala pembersih lebih mudah |
Keseimbangan volume udara |
Nilai penyimpangan antara volume hembusan dan aliran udara vakum dapat dikontrol sepenuhnya |
Kontrol vakum otomatis |
Kurangi frekuensi penyetelan manual oleh operator. Secara otomatis mempertahankan efek pembersihan terbaik |
Bagian tanpa kerugian |
Biaya operasi lebih rendah |
Operasi senyap |
Tidak ada masalah kesehatan dan keselamatan yang disebabkan oleh kebisingan |
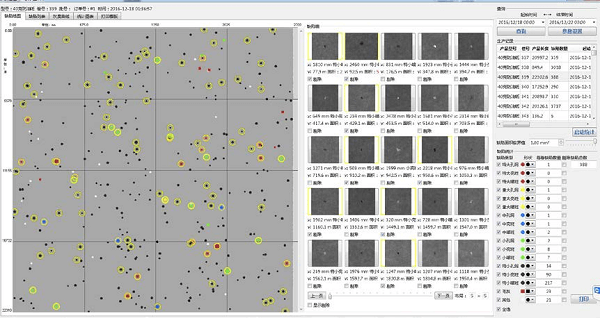
7. Diagram skema deteksi dan pelabelan CCD (perangkat opsional)
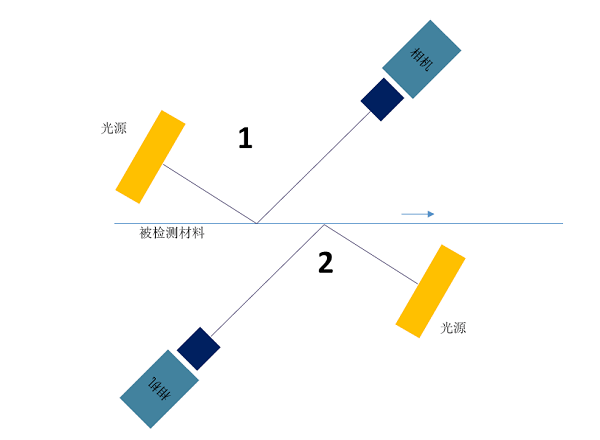
l Klasifikasi cerdas: menggunakan pembelajaran mesin dan teknologi kecerdasan buatan, pembelajaran mandiri dan klasifikasi otomatis dapat dilakukan sesuai dengan definisi kategori cacat pengguna;
l PostgreSQL: Mengadopsi database sumber terbuka tercanggih untuk menyimpan gambar cacat, seperti lokasi cacat, ukuran, dan informasi lainnya ;
l Pengarsipan otomatis: data cacat dapat dicadangkan secara otomatis ke perangkat atau sistem eksternal sesuai dengan pengaturan pengguna
l Diversified report: memberikan laporan hasil pengujian dan data statistik dalam bentuk tabel dan grafik
l Analisis kerataan permukaan: tampilkan kerataan permukaan material secara real time dengan digital ;
l antarmuka operasi yang praktis dan nyaman: dapat menghilangkan dan menandai cacat serius dan fungsi praktis lainnya, yang nyaman bagi operator untuk beroperasi;
l Antarmuka IO: memberikan sinyal input dan output seperti alarm, kertas pecah, perubahan gulungan, mulai dan berhenti;
l Antarmuka pabrik: Berdasarkan sistem operasi Windows, dapat terhubung dengan sistem dan peralatan pelanggan lainnya melalui tcp/ip, Ethernet, OPC, dan antarmuka lainnya ;
l Pemeliharaan akses jarak jauh: dengan syarat peralatan terhubung ke Internet, sistem dapat ditingkatkan dan dipelihara melalui akses jarak jauh Internet ;
l Dukungan teknis: jaringan 7 x 24 jam dan dukungan hotline
l D antarmuka sistem deteksi
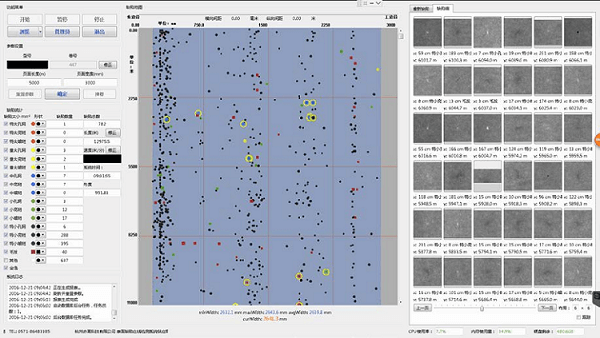
l antarmuka tampilan laporan
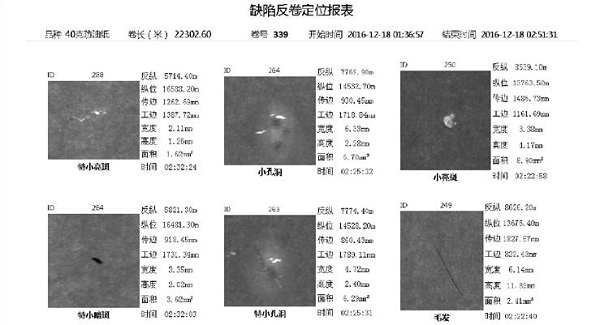
l d Laporan penghapusan efek
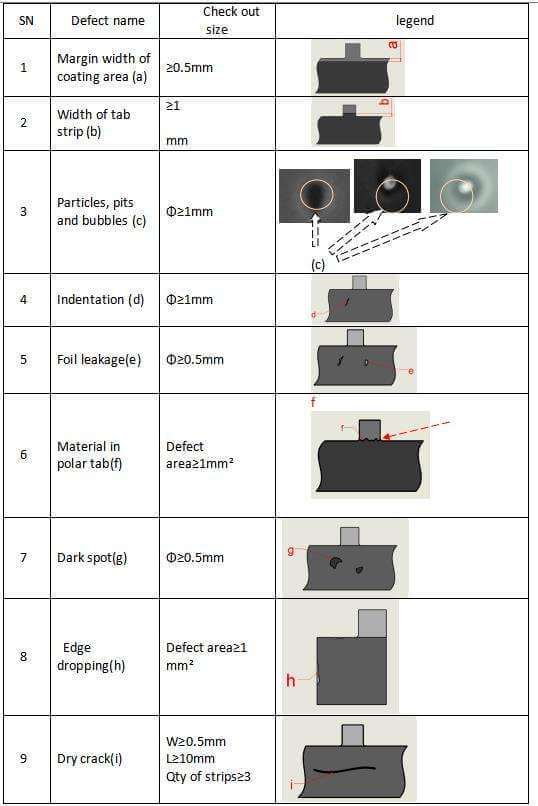
l tabel indeks akurasi deteksi cacat utama
L perangkat mesin abeling e:
Dilengkapi dengan satu set mesin pelabelan, kecepatan tempel sesuai dengan kecepatan potong, dan garis tengah pelabelan serta jarak tepi bagian dalam potongan tiang dapat disesuaikan, dengan akurasi ± 2mm;
Ukuran label: lebar 12mm dan panjang 14mm, yang dapat disesuaikan oleh pengguna.
SEBUAH 、 Ukuran dan spesifikasi bahan yang masuk
SN |
Barang |
Spek |
Komentar |
1 |
Lebar pakan |
300 - 420 mm ( termasuk tab ) |
|
2 |
Ketebalan material yang masuk |
Katoda : 9 - 200 μm ; Anoda : 9 - 200 μm |
|
3 |
Diameter dalam drum pemakaian |
6 inci φ 150 .2mm |
|
4 |
Sistem yang berlaku |
Litium besi fosfat, litium kobalt oksida, litium manganat, bahan terner, grafit, dan sistem bubur baterai dan kapasitor lainnya |
|
5 |
Diameter luar dari elektroda lembaran |
≤φ700mm |
|
6 |
Metode pelapisan |
Pelapisan terus menerus |
|
7 |
Kesalahan lebar lapisan masuk |
≤±2mm |
B 、 Persyaratan material masuk produksi
l Kesalahan kemerataan permukaan ujung belitan masuk : ±5mm ;
l Kesalahan berbelit-belit : X±2mm/m ;
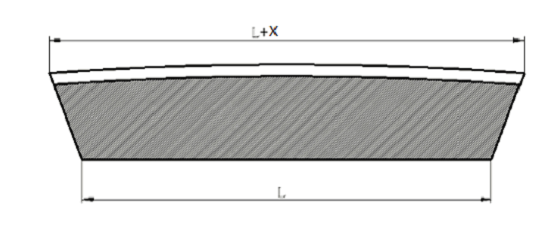
l Elektroda melambai : X ± 5 mm/m ;
l memastikan masa pakai cetakan, dan perubahan ketebalan material pada posisi pemotongan cetakan kurang dari 10 μm
C 、 Proses produksi peralatan
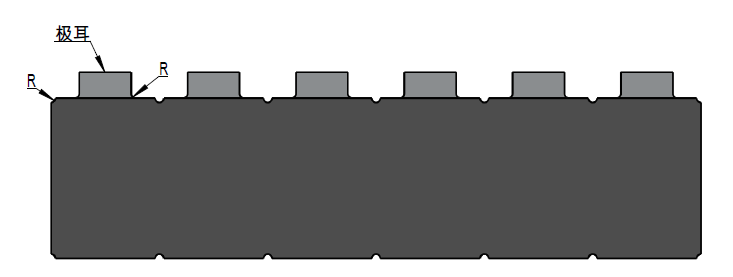
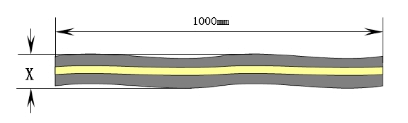
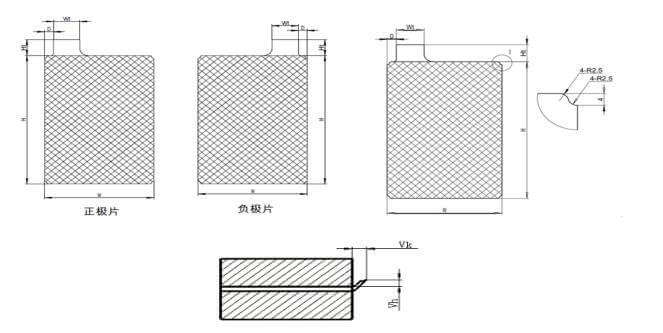
Kisaran ukuran dan akurasi elektroda setelah meninju |
||||
SN |
Barang |
Ukuran ( mm ) |
Ketepatan |
Komentar |
1 |
Elektroda W |
40 ~ 110 |
±0,2mm |
|
2 |
Elektroda H |
60 ~ 160 |
±0,25mm |
|
3 |
Elektroda Ht |
10 ~ 30 |
±0,2mm |
|
4 |
Elektroda D istance |
5~ 20 |
±0,25mm |
|
5 |
Elektroda Wt |
6 ~ 65 |
±0,2mm |
|
6 |
Duri vh |
≤7um |
|
|
7 |
Duri vk |
≤25um |
|
|
D 、 Parameter indeks teknis peralatan
SN |
Barang |
Spek |
1 |
Metode meninju |
Mati meninju |
2 |
Kehidupan pelayanan mati untuk tab dan tandai lubang |
Cetakan elektroda negatif 1 juta kali / penggilingan, waktu penggilingan cetakan ≥ 10 kali 800000 kali / penggilingan cetakan positif, dan jumlah penggilingan cetakan ≥ 10 kali Total masa pakai pisau pemotong mati setelah diperbaiki: ≥ 10 juta kali |
3 |
Memuat kondisi |
Fungsi pemuatan gulungan manual, peralatan dapat mewujudkan deteksi bahan sisa dan fungsi alarm Itu dapat membedakan antara pita terminasi gulungan dan pita penyambungan pita (warna pita berbeda) |
4 |
Elektroda perangkat koreksi penyimpangan |
Akurasi koreksi deviasi dijamin 0,1 mm dengan alasan bahwa material tidak memiliki cacat tepi |
5 |
Elektroda kontrol tegangan |
Akurasi kontrol tegangan < 10% |
6 |
Stamping mati |
SKD-11 + Baja tungsten paduan impor |
7 |
Alat penghapus debu |
Penghapusan debu di kedua sisi elektroda setelah meninju |
8 |
Adsorpsi magnet |
≥40000GSBatang magnet permanen |
9 |
CCD pengujian |
Satu set perangkat pendeteksi CCD dipasang masing-masing di bagian depan dan belakang tiang |
10 |
CCD konfigurasi |
8K kamera 2 buah ,sumber cahaya 2 buah |
11 |
CCD Cakupan deteksi |
Maks 4 50mm ( Lebar lapisan: 4 00mm ) |
12 |
CCD Item tes |
Cacat lapisan potongan tiang baterai lithium standar seperti foil terbuka, bahan kering, bintik hitam, goresan, benda asing, dll |
13 |
CCD Item tes |
T transverse0.1mm 、 P potret : 0,1 mm ( Kondisi deteksi terbaik ) ( 80 m/mnt , kecepatan memotong) |
14 |
CCD Fungsi lain dari sistem |
Output atau pelabelan alarm dapat diberikan sesuai dengan ukuran, jenis, kerapatan, posisi pemotongan, dan periodisitas cacat. Semua data cacat yang terdeteksi disimpan dalam basis data SQL di setiap volume, atau diekspor ke sistem manajemen informasi pabrik atau berbagai basis data standar. Perangkat lunak Reportranger dapat secara otomatis atau manual mengeluarkan berbagai laporan produksi dan manajemen kualitas otomatis sesuai dengan kebutuhan, dan dapat diatur sesuai dengan kebutuhan pelanggan, memberi label tepi material secara akurat, dan bekerja sama dengan proses hilir untuk menemukan dan menangani berbagai cacat dengan lebih baik . |
15 |
Mekanisme pelabelan |
Mekanisme pemotongan dan pelabelan label; Kecepatan pelabelan sesuai dengan kecepatan penarikan, dan mesin pelabelan terletak di tab |
16 |
MES sistem |
Semua peralatan proses yang digunakan harus memiliki antarmuka sistem MES |
17 |
Efisiensi |
≥ 120 ppm , Tingkat mobilisasi≥95% , Tingkat yang memenuhi syarat≥98% |
18 |
Waktu perubahan cepat |
Model cetakan pengganti tunggal tidak melebihi 1 orang *1H |
19 |
Persyaratan lainnya |
1. A. program pemutakhiran peralatan dapat dilakukan melalui jarak jauh; b. Deteksi perangkat keras (Listrik); Notebook dengan jaringan dikonfigurasi dalam mode jarak jauh, dan perangkat lunak yang diperlukan untuk kendali jarak jauh diinstal pada notebook. Pabrikan peralatan mewujudkan kendali jarak jauh dengan peralatan melalui notebook. Demi keamanan data, program pemantauan akan dipasang di notebook untuk memantau semua pertukaran data melalui notebook. 2. Manajemen peralatan secara hierarkis: setidaknya diperlukan tiga tingkat. Level tertinggi adalah otoritas manajemen peralatan, yang dapat mewujudkan operasi apa pun pada peralatan dan mengatur ulang semua kata sandi. Tingkat kedua adalah mengubah semua parameter peralatan dan mewujudkan operasi peralatan. Level terendah adalah operasi peralatan dan mengubah beberapa operasi. Fungsi perekaman waktu operasi peralatan, isi rekaman perlu dibagi menjadi waktu operasi otomatis, waktu siaga, waktu operasi manual dan waktu kegagalan. Waktu mesin didefinisikan sebagai waktu ketika peralatan dihidupkan tetapi tidak ada operasi yang dilakukan, dan waktu gangguan didefinisikan sebagai waktu sebelum peralatan gagal dan pesan kesalahan tidak dihilangkan, dan waktu ketika tombol berhenti darurat ditekan ; Operasi otomatis dan operasi manual adalah waktu operasi normal peralatan tanpa kesalahan dan kesalahan apa pun, yang dapat dibedakan menurut mode operasi yang dipilih. Setidaknya 2 hari catatan operasi harus disimpan pada peralatan. Catatan operasi harus dikemas dan dikirim ke sistem MES atau sistem manajemen lainnya sekali sehari, dan diunggah melalui FTP. File yang diunggah harus dalam format CSV. Fungsi perekaman perubahan parameter peralatan. |
20 |
Standar getaran |
Intensitas getaran harus memenuhi standar internasional iso-2372 untuk getaran peralatan (intensitas getaran ≤ 0,45mm/s) |
21 |
Perangkat keamanan |
1. Mekanisme pelubangan, mekanisme pemotongan dan mekanisme lainnya dilengkapi dengan pintu pelindung keselamatan untuk mencegah operator masuk dan desain sirkuit pelindung pembukaan pintu dan fungsi berhenti darurat, dan ada peringatan keselamatan 2. Indikator alarm kesalahan adalah tiang lampu tiga warna dan alarm bel, dan ada tampilan catatan pada panel layar sentuh |
e 、 Komponen utama peralatan
SN |
Nama |
Merek |
1 |
PLC |
Panasonic |
2 |
layar sentuh |
Weinview |
3 |
Konverter frekuensi |
Schneider |
4 |
motor servo |
Panasonic |
5 |
Motor steper |
Leisai |
6 |
Komponen silinder dan pneumatik |
SMC |
7 |
Rel pemandu linier, batang sekrup |
THK |
8 |
sensor |
Keens |
9 |
Bantalan |
NSK |
10 |
Katup solenoida |
SMC |
11 |
Pengontrol Suhu |
OMRON |
12 |
Katup kontrol otomatis |
Shanghai Ziyi |
13 |
Pengukur vakum / pengukur tekanan |
SMC |
14 |
Komponen listrik tegangan rendah |
Schneider |
15 |
CDD Pengujian |
Teknologi Chixiao |
16 |
Cetakan |
Wei Sheng |
17 |
Pos panduan mati |
MISUMI |
18 |
Serat optik |
Panasonic |
19 |
Saklar magnet |
SMC |
20 |
Komponen listrik tegangan rendah |
Schneider |
F 、 Lingkungan penggunaan peralatan
SN |
Barang |
Satuan |
Spek |
Komentar |
|
1 |
Seluruh lini listrik |
Kw |
15 |
380V , 3 fase |
|
2 |
udara terkompresi |
Tekanan |
MPa |
0,5 ~ 0,8 MPa |
|
|
|
konsumsi |
L/mnt |
50 |
|
3 |
Kekosongan |
derajat vakum |
KPa |
/ |
|
|
|
konsumsi |
m3/jam |
/ |
|
|
|
konsumsi |
m3/jam |
/ |
|
4 |
nitrogen |
Tekanan |
MPa |
/ |
|
|
|
konsumsi |
m3/jam |
/ |
|
5 |
Konsumsi air keran |
m3/jam |
/ |
|
|
6 |
Air pendingin proses |
Suhu |
℃ |
/ |
|
|
|
konsumsi |
m3/jam |
/ |
|
Catatan: parameter yang terlibat dalam peralatan harus diisi, dan parameter yang tidak terlibat dapat diisi dengan "/" atau "-" 。 |
|||||
G 、 Suku cadang
SN |
Nama |
Spek |
Jumlah |
Komentar |
1 |
Alat pelubang |
|
|
|
2 |
Alat pemotong mati |
|
|



 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

