 English▼
English▼




Kategori Produk
- pilot baterai / jalur produksi
- perakitan laboratorium baterai
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion baterai bahan
- bahan aktif katoda
- bahan aktif anoda
- Customized Battery Electrode
- Koin sel bahan
- chip lithium
- bagian sel silinder
- pengumpul arus baterai
- bahan konduktif baterai
- elektrolit dan kantong
- Metal Mesh
- pengikat baterai
- pemisah dan selotip
- film aluminium laminasi
- strip nikel / foil
- Battery Tabs
- bahan graphene
- Nickel Felt
- Titanium Fiber Felt
- Baterai
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- semua mesin perakitan baterai
- penguji & penganalisa baterai
- Battery Safety Tester
- Material Characterization Tester
- mesin press bergulir
- mesin las spot logam
- mesin pengaduk vakum
- mesin crimping / pembongkaran
- mesin penyegel vakum
- mengisi elektrolit
- mesin susun / belitan
- pemotong elektroda / slitter
- kantong membentuk mesin
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakum kotak sarung tangan
- tungku
- Coaters
- PVD Coater
- tekan hidrolik
- Large Press Machine
- mixer sentrifugal planet / pabrik
- ball mill
- mesin laboratorium
- Cutting Machine
- busa elektroda logam
Hubungi kami
- Jika Anda memiliki pertanyaan, silahkan hubungi kami, Semua pertanyaan akan dijawab
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Tambahkan : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)

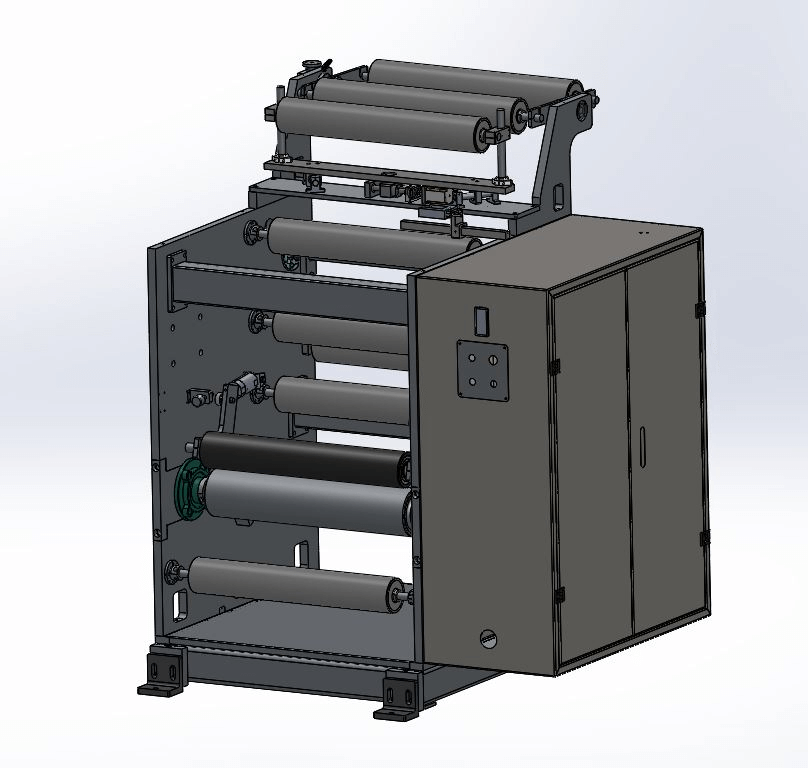
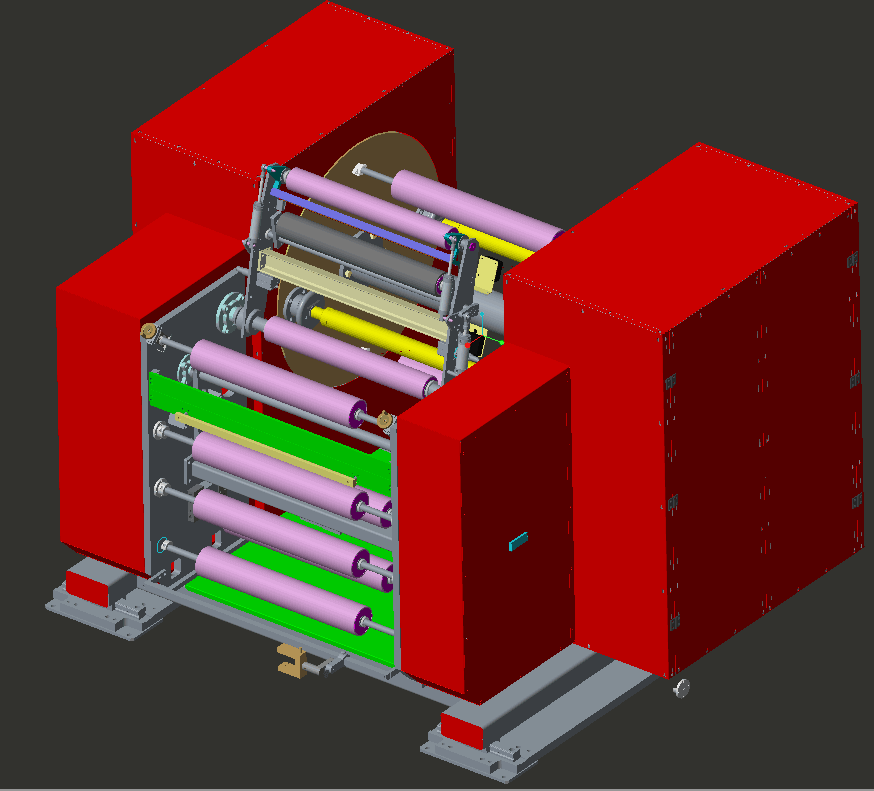
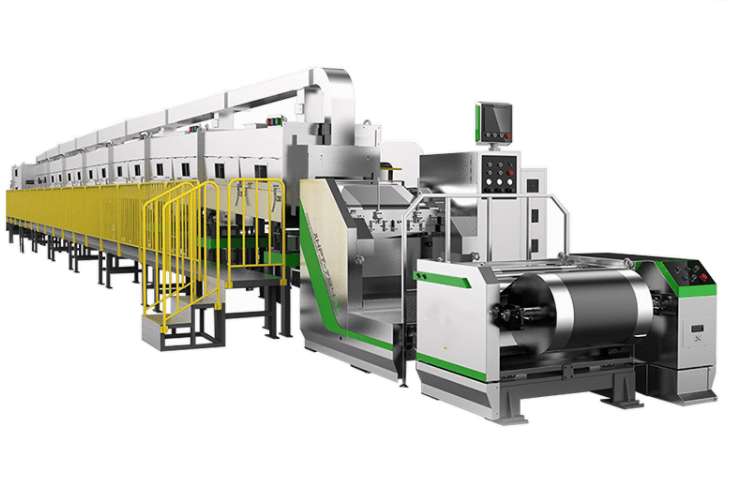
Mesin Pelapis Mati Slot Sisi Ganda
Model Number:
TMAX-ZL-J750-40Pembayaran:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
Sebelumnya:
Baterai Mobil EV 1GWh LFP 30Ah 50Ah 100Ah Lini Produksi Sel Kasus Aluminium Sel PrismatikBerikutnya:
Penguji Ketat Udara (Deteksi Helium)
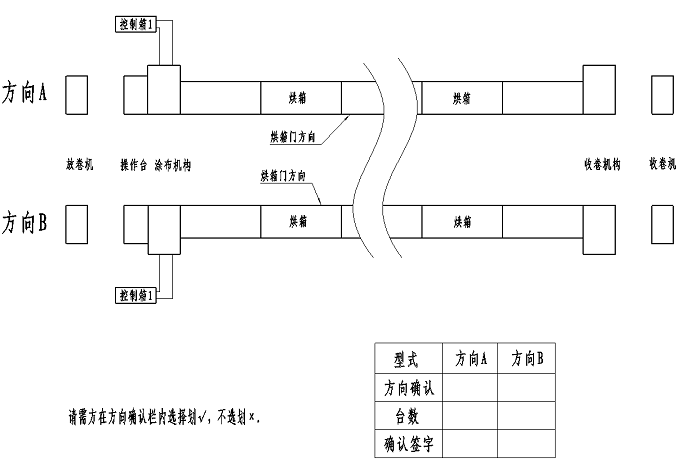
SAYA. Pengenalan singkat tentang struktur pelapis
1. Mekanisme pelepasan
2. Mekanisme pelapisan (2 set)
3. Mekanisme oven (lapisan ganda 40m)
4. Mekanisme traksi (2 set)
5. Mekanisme belitan
6. Sistem kontrol
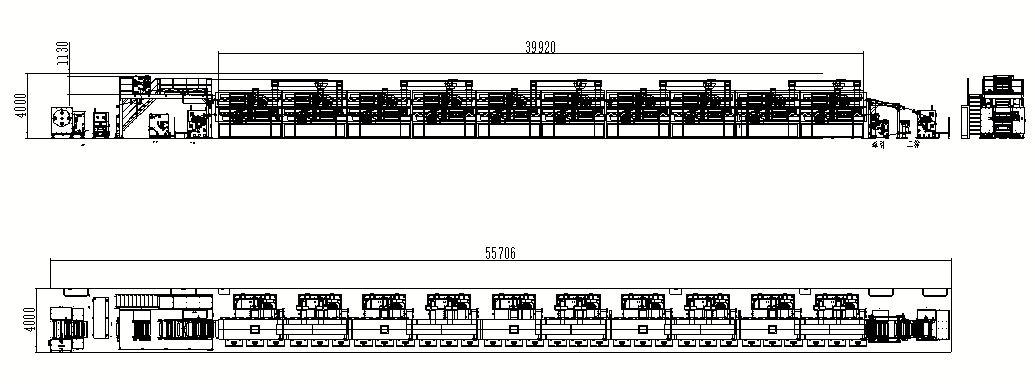
Ukuran keseluruhan dan berat peralatan pelapis:
ukuran : panjang 55000mm * lebar 4000mm (tidak termasuk ruang perawatan) * tinggi 4000mm
W delapan: Sekitar 40 T
Ikhtisar fungsi:
ZL - J mesin pelapis seri adalah peralatan pelapis elektroda baterai lithium profesional.
▲ itu berlaku untuk proses pelapisan lithium besi fosfat berminyak atau berair, lithium kobalt oksida berminyak, terner, manganat lithium, manganat lithium kobalt nikel, grafit karbon negatif berminyak atau berair, titanat lithium dan sistem bubur lainnya;
▲ menggunakan sistem kontrol tegangan loop tertutup PID otomatis penuh, akurasi kontrol tegangan dapat mencapai tingkat ± 1n;
▲ suku cadang standar yang diimpor seperti sistem kontrol PLC Siemens dan motor servo presisi tinggi digunakan untuk memastikan konsistensi dan stabilitas ultra-tinggi dari produk pelapis dalam hal kerapatan dan ukuran permukaan. Proporsi suku cadang standar yang diimpor dalam suku cadang standar seluruh mesin setinggi 85%.
▲ dengan karakteristik pelapisan berkecepatan tinggi, presisi tinggi, dan konsistensi tinggi, ini adalah peralatan pelapis yang disukai untuk baterai daya.
II. Parameter teknis dan konfigurasi utama peralatan
( SEBUAH ) Konfigurasi peralatan utama :
N Hai. |
N ame |
Tempat asal |
1 |
SEBUAH sakelar ir |
Schneider (Prancis) |
2 |
PLC |
Siemens (Jerman) |
3 |
T layar aduh |
Siemens (Jerman) |
4 |
M odular |
Siemens (Jerman) |
5 |
Relai perantara |
Schneider (Prancis) |
6 |
motor servo |
Siemens (Jerman) |
7 |
Motor servo penggerak langsung (DDR) |
Rexroth (Jerman) |
8 |
Deteksi tekanan makan |
Bd.sensors/valcom (Jerman / Jepang) |
9 |
Pompa pengukur presisi |
Heishin (Japan) |
10 |
Silinder gesekan rendah |
Tengcang (Jepang) |
11 |
Peredam planet |
Newcastle (Jerman) |
12 |
Pemutus arus |
Schneider (Prancis) |
13 |
kontaktor AC |
Schneider (Prancis) |
14 |
Relai keadaan padat |
Xinda (Taiwan) |
15 |
Perlindungan termal |
Schneider (Prancis) |
16 |
T hermostat |
Omron (Jepang) |
17 |
Koreksi penyimpangan otomatis |
Aibo (domestik) |
18 |
Ketegangan otomatis penuh |
Kontrol loop tertutup PID (buatan sendiri) |
19 |
Pengosongan utama (menerima) motor |
Siemens (Jerman) |
20 |
Mata listrik serat optik |
KEYENCE (Jepang) |
21 |
Bantalan bola dalam alur (kepala mesin) |
NSK (Jepang) |
22 |
Rol pelapis |
Pelapisan krom keras (buatan sendiri) |
23 |
Rol pemandu |
Φ 118 permukaan paduan aluminium dianodisasi, selesaikan rc0.4 (domestik) |
24 |
Konverter frekuensi |
Rexroth (Jerman) |
25 |
Pisau menyesuaikan penggaris kisi |
Keens (Jepang) |
26 |
Kipas angin (baja tahan karat) |
Hongjian (domestik) |
27 |
Kepala ekstrusi |
Mitsubishi |
28 |
Pengukur tekanan digital |
Bode (Swedia) |
29 |
Komponen pneumatik |
SMC (Jepang) |
( B ) Bagian yang rentan : |
|||||
Tidak. |
N ame |
Merek |
Q kuantitas |
Waktu stok |
R emark |
1 |
Rol baja |
kontrol diri |
1 buah/2 set |
30 hari |
Bahan pelapis krom yang diimpor |
2 |
Bantalan rol baja |
NSK/NTN |
2/1 satuan |
15 hari |
Menurut siklus pengadaan |
3 |
Tabung pemanas |
lokal |
3 buah/set |
1 hari |
|
4 |
Termokopel |
lokal |
1 buah/set |
1 hari |
Beradaptasi dengan jalur pengeringan terpanjang |
5 |
kunci segi enam bagian dalam |
lokal |
1 set/set |
1 hari |
|
6 |
Kunci pas yang bisa disesuaikan |
lokal |
1 buah/set |
1 hari |
|
7 |
Cincin penyegel badan katup |
lokal |
1 set / satuan |
1 hari |
|
8 |
Torsi kunci pas |
Jepang |
1 set / satuan |
15 hari |
|
9 |
Truk pengangkat kepala mati |
lokal |
1 set / satuan |
15 hari |
|
10 |
Platform marmer |
lokal |
1 set / satuan |
10 hari |
|
11 |
Pipa makan |
lokal |
12 m/set |
1 hari |
|
12 |
Sampel tiang |
lokal |
1 / set |
2 hari |
|
13 |
S dia |
TMAX |
3 set / satuan |
15 hari |
|
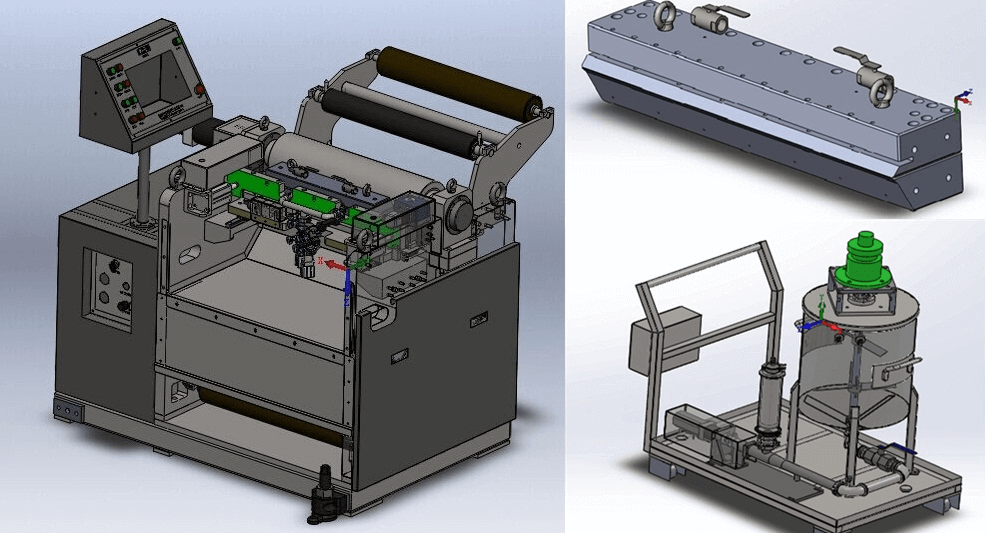
( C ) Sistem makan otomatis : Satu set sistem pemberian makan otomatis (60L) adalah standar.
(D) Warna penampilan : Kecuali untuk bagian baja tahan karat, warna kotak sesuai dengan kartu warna standar yang disediakan oleh peminta.
( e ) Fungsi perangkat:
Tidak. |
P proyek |
T parameter teknis |
Catatan |
1 |
Sistem yang cocok |
Litium besi fosfat berminyak atau berair, litium kobalt oksida, litium manganat, ternary, nikel kobalt litium manganat, litium titanat, grafit karbon, dll. |
|
2 |
Mengoperasikan parameter substrat |
Aluminium foil (Cu): ketebalan 9 ~ 25um; Lebar 300 ~ 720mm; Diameter gulungan maks.500mm; Berat maks.500kg; |
|
Foil tembaga (Cu): ketebalan 4,5 ~ 30um; Lebar 300 ~ 720mm; Diameter gulungan maks.500mm; Berat maks.500kg ; |
Baik lampu sisi tunggal atau lampu sisi ganda |
||
3 |
Desain lebar permukaan gulungan |
750 mm |
|
4 |
Lebar lapisan dijamin |
200~680mm |
|
5 |
Kecepatan lari mekanis peralatan |
4 0m/mnt |
|
6 |
Kecepatan pelapisan peralatan |
1 -3 2 / mnt ; |
Itu tergantung pada kondisi pengeringan |
7 |
Cocok untuk viskositas bubur |
2000~16000 Cps ( P positif tiang ) 1000~16000 Cp ( N kutub negatif ) |
|
8 |
Kisaran ketebalan lapisan kering satu sisi |
40~200g/m2 |
|
9 |
Panjang intermiten minimum |
Kecepatan pelapisan < 5mm dalam 15m/menit; Kecepatan pelapisan di atas 25m / mnt < 8mm; |
|
10 |
Panjang lapisan minimum beberapa bagian |
50mm |
Kecepatan pelapisan≤ 12 m/mnt |
11 |
Sifat pelarut |
Pelarut berminyak NMP(s.g=1.033,b.p=204℃) |
|
Pelarut berair H2O/NMP(s.g=1.000,b.p=100℃) |
|
||
12 |
Konten padat yang cocok |
P elektroda positif S . C.60%±20% |
|
N kutub negatif S . C.50%±15%(PVDF sistem) S . C.50%±10%(SBR sistem) |
|
||
13 |
P proporsi |
P elektroda positif 1,5—2,59/cm2 N kutub negatif 1 ~ 1,89/cm2 |
|
14 |
Metode pelapisan |
Lapisan ganda depan dan belakang 3-tahap lapisan interval tidak sama / pelacakan otomatis sisi kedua / lapisan kontinu / lapisan kisi lapangan |
|
15 |
Modus perubahan gulungan |
Manual |
|
16 |
Arah lari substrat |
Pelapisan maju, majukan media, dan balikkan operasi foil kosong |
|
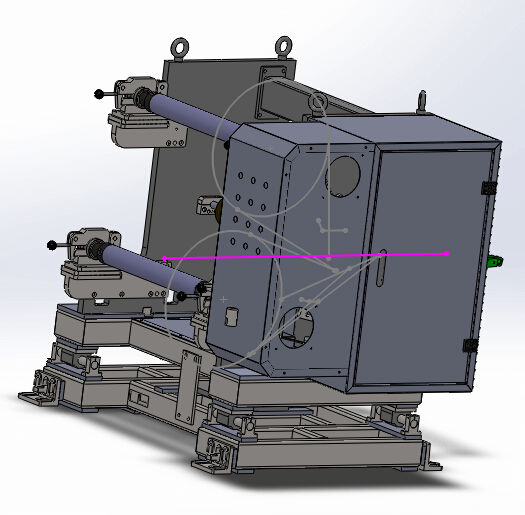
( F ) Struktur pengenalan setiap bagian :
1, Mekanisme unwinding (lengan ganda dukungan ganda manual rewinding) :
Tidak. |
proyek |
T parameter teknis |
Catatan |
1 |
Struktur pemasangan rol |
Instalasi pelat vertikal integral pemrosesan CNC (ketebalan 30mm). |
|
2 |
Perawatan permukaan rol |
Perlakuan oksidasi permukaan rol logam aluminium, kekerasan permukaan HRC65; Over roll runout melingkar ≤ 20 μ m ; Kekasaran permukaan Ra0.2; Paralelisme ≤ 0,1mm; |
|
3 |
Sistem kontrol tegangan |
Mode kontrol kecepatan loop tertutup ganda: 1. Kontrol sinkron PID swing roll 2. Motor servo menyesuaikan ketegangan dalam loop tertutup. Tabel tampilan tegangan menunjukkan nilai tegangan 3. Rentang tegangan yang dapat disesuaikan adalah 0--300n, dan fluktuasi tegangan ≤± 1,5% |
|
4 |
Metode koreksi |
Kontrol EPC otomatis, langkah 120mm |
|
5 |
Metode melingkar |
Membuka gulungan ke atas dan ke bawah |
|
Gulungan dipasang dengan poros tiup 3 inci |
|
||
Poros ekspansi udara ganda yang tidak berliku, penyangga dua sisi |
|
||
Platform penerima sabuk manual, mode bar tekanan ganda |
|
||
6 |
Arah lari substrat |
Maju dan mundur |
|
7 |
Kecepatan lari media |
50 m/mnt |
|
8 |
Diameter pelepasan maksimum |
Ф500mm |
|
9 |
Daya dukung maksimum poros tiup |
600Kg |
|
10 |
Jumlah poros tiup yang tidak berliku |
2 artikel |
|
11 |
Sistem pengaturan |
Atur tombol operasi fungsi untuk menyelesaikan operasi seperti koneksi pita, jeda, penghentian darurat, rotasi maju dan mundur, perataan kiri dan kanan, dll. |
|
12 |
Kecepatan pelepasan |
Kecepatan unwinding dikendalikan oleh PLC sesuai dengan kecepatan pelapisan yang ditetapkan dan data perubahan tegangan waktu nyata; Daya unwinding disediakan oleh motor AC + peredam turbin; |
|
2、 Struktur kepala (satu lapis, dua lapis) :
Tidak. |
P proyek |
T parameter teknis |
Catatan |
1 |
Mode struktur instalasi |
Ketebalan pemrosesan CNC dari struktur pelat vertikal integral 70 mm, berat keseluruhan 2,6 ton, menambah pelat besi bantalan tanah, mengurangi area bantalan tanah. |
|
2 |
Motor penggerak utama |
S motor ervo |
|
3 |
Struktur rol karet |
Untuk mencegah ketidakstabilan tegangan yang disebabkan oleh tidak adanya pemisahan tegangan dan memastikan stabilitas kerapatan permukaan lapisan. |
|
4 |
Penyesuaian jarak antara die head dan coating roller |
Motor servo bekerja sama dengan sensor perpindahan absolut presisi tinggi untuk kontrol pelacakan loop tertutup. Jarak diatur melalui layar, 1 ~ 5000um, resolusi penyesuaian adalah 0,1um, dan akurasi pemosisian berulang adalah ≤ ± 0,3um. |
|
5 |
Pemilihan kepala cetakan |
Bibir mati kepala ekstrusi khusus Mitsubishi terbuat dari baja karbida semen tahan aus dan tahan korosi yang tinggi, dan permukaannya diperlakukan dengan karbida tungsten atau kromium nitrida. Kelurusan dan kerataannya adalah ≤ 1,5 µ M |
|
6 |
Struktur rongga mati |
Kepala lapisan celah rongga (semprotan) multi tekanan diadopsi, yang memiliki kemampuan adaptasi proses yang kuat dan membantu menyeimbangkan tekanan transversal, sehingga membuat ketebalan lapisan transversal konsisten; Cetakan atas dari kepala pelapis dirancang dengan mekanisme penyesuaian defleksi, yang dapat menyesuaikan paralelisme bibir cetakan atas dan bawah |
|
7 |
Sistem pemantauan tekanan |
Pemantauan tekanan umpan, pemantauan tekanan refluks, pemantauan tekanan rongga mati; Itu dapat memantau proses pemberian makan secara real time, dan memberi alarm ketika ada penyumbatan, dengan akurasi ≤ 0,001mpa |
|
8 |
Sistem makan |
Pompa ulir presisi bingshen Jepang (pompa 2nbl15f (sus+epdm)) + motor servo presisi, ember omset 60L yang efektif (wadah bahan), dan memiliki fungsi deteksi level cairan dan pencampuran level cairan untuk mencegah sedimentasi dan meluapnya bubur. |
|
9 |
Fungsi intermiten pelapisan |
Sistem katup kontrol intermiten servo diadopsi untuk memastikan stabilitas ukuran lapisan. |
|
10 |
Fungsi penipisan kepala dan ekor |
Sistem katup kontrol intermiten servo dapat menyesuaikan waktu penipisan kepala dan ekor serta gerakan sakelar katup intermiten untuk menyesuaikan ketebalan kepala dan ekor secara real time. |
|
11 |
Fungsi penyesuaian horizontal kepala cetakan |
Mengadopsi panduan rel panduan linier yang tepat dan mode penyesuaian horizontal manual, sehingga kepala die dapat sedikit disesuaikan ± 10mm pada posisi horizontal; Pastikan akurasi keselarasan vertikal sisi depan dan belakang |
|
12 |
Mencocokkan dan merakit bagian atas kepala cetakan dan bagian bawah kepala cetakan |
Kunci torsi digital digunakan untuk memastikan konsistensi perakitan dan keakuratan kepala die. |
|
13 |
Perawatan permukaan rol |
Perlakuan oksidasi permukaan rol logam aluminium, kekerasan permukaan HRC65; Over roll runout melingkar ≤ 20 μ m ; Kekasaran permukaan Ra0.2; Paralelisme ≤ 0,1mm; |
|
14 |
Gulungan pelapis (gulungan baja) |
Permukaannya dilapisi dengan hard chromium impor, dengan diameter Φ 295mm; |
|
15 |
T ension |
Ketegangan konstan kontrol loop tertutup PID otomatis penuh, rentang tegangan 1 rentang 0~50n, akurasi kontrol tegangan ± 1n |
|
16 |
Posisi kepala berdiri sendiri |
Pemasangan dan pengoperasian sebelum pengeringan |
|
17 |
Fungsi pelurusan laser |
Fungsi pelurusan laser digunakan untuk menilai tingkat pelurusan secara manual. |
|
3. Saluran pengeringan (oven suspensi)
Tidak. |
P proyek |
parameter teknis |
Komentar |
1 |
Struktur oven |
Empat bagian pertama adalah struktur kapal transmisi utama, dan enam bagian terakhir adalah struktur oven suspensi. |
|
2 |
Panjang tungku |
40 meter (4 meter / bagian, total 10 bagian) |
|
3 |
T ekstur bahan |
Stainless steel, tangki dalam standar nasional SUS304, tangki luar standar nasional SUS201 |
|
4 |
Mode mengemudi roller pemandu oven |
Empat bagian pertama adalah struktur transmisi utama, dan enam bagian terakhir adalah oven suspensi |
|
5 |
pengatur suhu |
Ini dibagi menjadi kontrol perlindungan kontrol suhu kerja normal dan alarm pemantauan suhu berlebih. Jika terjadi suhu berlebih, alarm suara dan visual akan muncul, dan catu daya pemanas utama akan terputus; Setiap bagian sepenuhnya dikontrol secara independen |
|
6 |
H cara makan |
Pemanas listrik, struktur sirkulasi udara panas |
|
7 |
Daya pemanas oven satu bagian |
Bagian tunggal 24kw/4m (daya awal maksimum) |
|
8 |
Suhu di saluran pengeringan |
Desain Max150 ℃, perbedaan suhu di area oven satu bagian ≤ 5 ℃ |
|
9 |
Suhu permukaan kotak selama operasi |
≤45℃ ; Ketebalan isian kapas adalah 100mm; |
|
10 |
Modus tiupan |
Hembusan udara atas dan bawah, volume udara atas dan bawah dapat dikontrol masing-masing melalui katup, yang dapat disetel dengan baik; Ruang udara atas dan bawah berbagi badan pemanas |
|
11 |
Kontrol volume knalpot dari setiap bagian |
Kontrol independen dan penyesuaian halus melalui katup mekanis |
|
12 |
Struktur nosel udara |
Arah hembusan dari empat bagian pertama adalah 30 derajat dari horizontal, dan alur nosel udara ditempatkan dengan cetakan khusus. Lima bagian terakhir adalah pengait nosel udara yang dapat disesuaikan. |
|
13 |
Kendali kipas |
Kontrol kontaktor AC |
|
14 |
Kontrol pemanasan |
Relai keadaan padat |
|
15 |
Bahan kipas |
Baja tahan karat SUS304 standar nasional |
|
16 |
Sistem pemulihan pelarut |
Tidak, hanya membantu pemasangan antarmuka |
|
17 |
Alarm konsentrasi pelarut NMP |
Menyediakan antarmuka instalasi. (akan dikutip secara terpisah) |
|
18 |
Pemantauan tekanan ruang udara |
Tidak ada (fungsi ini perlu dikutip secara terpisah) |
|
19 |
Volume udara keluar |
35000 m3 / jam maks |
|
4. Mekanisme traksi: (2 set)
Tidak. |
P proyek |
parameter teknis |
Catatan |
1 |
Koreksi berbaris |
Dipasang di outlet saluran pengeringan, kontrol EPC otomatis, ayunan ± 15 derajat, sensor fotolistrik |
|
2 |
T ension |
Mode kontrol kecepatan loop tertutup ganda: 1. Kontrol sinkron PID swing roll 2. Motor servo menyesuaikan ketegangan dalam loop tertutup. Tabel tampilan tegangan menunjukkan nilai tegangan 3. Rentang tegangan yang dapat disesuaikan adalah 0--300n, dan fluktuasi tegangan ≤± 1,5% |
|
Partisi tegangan diwujudkan dengan pinch roll dan traction roll |
|
||
3 |
Mode struktur instalasi |
Pemasangan pelat vertikal integral dari pusat mesin CNC (tebal 30mm) |
|
4 |
Rol traksi |
Rol baja 160mm |
|
5 |
Gulungan cubit |
Ø Rol karet 120mm, permukaan roti EPDM |
|
6 |
Mengendarai motor |
Roller traksi digerakkan oleh motor Servo Siemens + peredam presisi |
|
5、 Mekanisme memutar ulang (jenis cakram ganda poros otomatis memutar) :
Tidak. |
P proyek |
parameter teknis |
Catatan |
1. |
Mode struktur instalasi |
Pemasangan pelat vertikal integral dari pusat mesin CNC (tebal 30mm) |
|
2. |
ketegangan |
Mode kontrol kecepatan loop tertutup ganda: 1. Kontrol sinkron PID swing roll 2. Motor servo menyesuaikan ketegangan dalam loop tertutup. Tabel tampilan tegangan menunjukkan nilai tegangan 3. Rentang tegangan yang dapat disesuaikan adalah 0--300n, dan fluktuasi tegangan ≤± 1,5% |
|
3. |
Perbaiki penyimpangan |
Kontrol EPC otomatis, langkah 120mm |
|
4. |
Diameter belitan maksimum |
Ø800 |
|
5. |
Poros tiup jamnya |
Pasal 2 (standar nasional) |
|
6. |
Motor berliku |
Daya belitan digerakkan oleh motor Servo Siemens + peredam presisi |
|
7. |
kapasitas maksimum |
600Kg |
|
8. |
Modus perubahan gulungan |
Berliku otomatis dan mengubah fungsi tanpa mematikan |
|
6、 Sistem pengaturan :
Tidak. |
P proyek |
parameter teknis |
Catatan |
1 |
Sistem kendali induk |
Layar sentuh, PLC, modul, sistem servo |
|
2 |
Mode operasi |
Berhenti manual, otomatis dan darurat; Seluruh mesin dapat dioperasikan sebelum dan sesudah |
|
Kecepatan garis pelapisan, pengaturan pelapisan, pengaturan penipisan kepala dan ekor, frekuensi kipas dan pengaturan suhu dapat diatur, ditampilkan dan direkam melalui layar sentuh |
|
||
3 |
Rentang pengaturan lapisan dan panjang terputus-putus |
Panjang lapisan 20.0 ~ 3200.0mm |
|
4 |
Kondisi alarm |
Panjang terputus-putus: 5.0 ~ 3200.0mm |
|
5 |
Fungsi menghitung |
Saat peralatan rusak, layar sentuh akan menampilkan layar koreksi yang sesuai |
|
6 |
Metode penyesuaian ketebalan kepala dan ekor |
Kuantitas / panjang produksi |
|
Saya II 、 Akurasi peralatan
1 、 Akurasi perangkat keras
Tidak. |
P proyek |
parameter teknis |
Catatan |
1 |
Gulungan pelapis (gulungan baja) |
Runout melingkar ≤ 1,0 um, kelurusan Ra0,4 ≤ 1,5um |
|
2 |
Koreksi penyimpangan |
±1mm |
|
3 |
Rol aluminium |
Runout melingkar ≤ 20um, kelurusan ≤ 20um |
|
4 |
Akurasi pengulangan kontrol penyesuaian alat |
±0,1um |
|
5 |
Akurasi kontrol suhu |
± 0,5 ℃ |
|
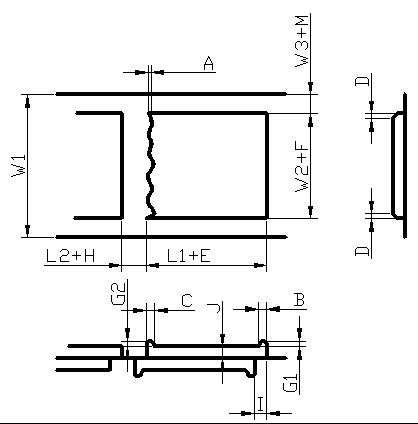
2 、 Akurasi pelapisan
Barang |
S tanda |
Parameter (30m/mnt) |
|
A (tertinggal) |
≤ 1mm (terkait dengan viskositas bubur dan karakteristik pengikat) |
B (area kepala abnormal) |
5mm |
|
C (area abnormal ekor) |
6mm |
|
D (area efek tepi) |
≤3mm ; Ketebalan -10 mm |
|
E (kesalahan panjang) |
±0,5mm |
|
F (kesalahan lebar) |
±0,5mm |
|
M (kesalahan lebar) |
±0,5mm |
|
G1 (ketebalan kepala) |
-5~+5um |
|
G2 (ketebalan ekor) |
-5~+5um |
|
H (kesalahan kosong) |
±0,5mm |
|
I (kesalahan penjajaran positif dan negatif) |
±0,5mm |
|
J kerapatan permukaan tunggal (hapus area B, C dan D) |
Dalam 1,2% |
|
Rentang panjang |
L1 (panjang film) |
20.0 ~ 3200.0mm |
L2 (panjang terputus-putus) |
5.0 ~ 3200.0mm |
|
L1 / l2 (pelapisan + panjang terputus-putus) |
L1 + L2 ≥120mm |
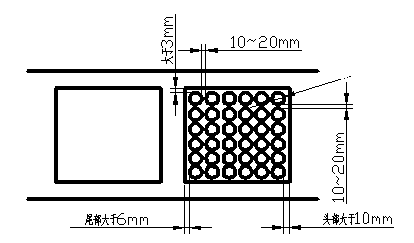
3 、 M metode pengukuran
A. Area pengukuran: 3mm di tepi, 5mm di ujung dan 5mm di awal.
B. Ukur dimensi Φ 40mm atau sesuai dengan persyaratan proses peminta
Saya V 、 Lingkungan instalasi dan penggunaan
1) Suhu sekitar kepala mesin adalah 20~30 ℃, dan sisanya adalah 10~40 ℃;
2) Kelembaban relatif kepala mesin: RH positif ≤ 35%, RH negatif ≤ 98%, dan sisanya ≤ 98%;
V 、 S fasilitas penunjang
1) Catu daya: 3Ph 380V, 50Hz, rentang fluktuasi tegangan: +8% - 8%; Total daya awal catu daya adalah 280KW;
2) Udara terkompresi: setelah pengeringan, penyaringan dan stabilisasi, tekanan saluran keluar lebih besar dari 5,0kg/cm2;
V Saya 、 Orientasi perangkat (opsional)
1)
Tabel terlampir: daftar detail peralatan pra penerimaan dan item pemeriksaan penerimaan formal (hasil pemeriksaan dilampirkan dengan laporan penerimaan)
Tidak. |
Item inspeksi |
Standar inspeksi |
Metode Inspeksi |
1. |
Parameter konfigurasi perangkat |
Dimensi keseluruhan peralatan: L (56000mm) *W (4000mm) * H (4000mm) |
Pita pengukur |
Panjang oven: (4m/ bagian) × 4) + (4m/ bagian × 6 bagian) =40m |
penggaris |
||
Diameter lilitan maksimum belitan dan pelepasan: φ 600mm |
penggaris |
||
Lebar gulungan: 750mm |
|
||
2. |
Integritas komposisi fungsi peralatan |
Bagian pelepas (fungsi perubahan gulungan manual, ketegangan, koreksi penyimpangan, poros tiup) |
Periksa secara visual perjanjian teknis dan tabel konfigurasi peralatan |
Bagian pelapis (alas, rol pelapis, sistem pengumpanan, die manest domestik) |
|||
Oven (sirkulator, sistem pemanas, saluran udara bantu eksternal) |
|||
Bagian traksi (koreksi penyimpangan perjalanan, ketegangan traksi, rakitan rol traksi) |
|||
Bagian berliku (fungsi perubahan gulungan manual, ketegangan, koreksi penyimpangan, poros tiup) |
|||
Sistem kontrol (kabinet listrik, kabel internal, kabel trunking eksternal) |
|||
Bagian pengiriman (sesuai dengan isi perjanjian teknis) |
|||
3. |
Konfirmasi merek suku cadang standar |
100% sesuai dengan merek suku cadang yang dibeli yang ditentukan dalam perjanjian teknis |
|
4. |
S standar keselamatan |
Interlocking mekanik dan listrik, fungsi mengunci diri, fungsi perlindungan induksi; |
Inspeksi visual dan operasi |
Pemberitahuan bel alarm di setiap area sebelum memulai peralatan; |
HAI operasi |
||
Tanda-tanda peringatan keselamatan harus dipasang pada bagian-bagian yang berbahaya seperti pergerakan, kompresi, pemutusan dan sumber panas; |
visual |
||
Tombol sakelar penghenti darurat, tali pengaman di area perawatan internal (minimal 3 tempat); |
visual |
||
Penutup pelindung untuk transmisi dan bagian bergerak; |
visual |
||
Alarm overtemperatur oven dan fungsi perlindungan power-off |
operasi |
||
5. |
Tes akurasi mekanik |
Runout melingkar gulungan pelapis ≤ 1,0 μ m ; Lurus ≤ 1,5 μm ; Kekasaran permukaan Ra0.4, |
Dial indicator, alat inspeksi khusus |
Over roll runout melingkar ≤ 20 μ m ; Kekasaran permukaan Ra0.2 |
Indikator panggilan |
||
Paralelisme lintasan rol ≤ 0,1 mm (kecuali untuk lintasan rol oven) |
Dial indicator, alat inspeksi khusus |
||
6. |
Operasi sabuk kosong (operasikan bahan dasar secara terus menerus dengan kecepatan 40m/menit selama sekitar 500m) |
1m/mnt→10m/mnt→30m/mnt Pengambilan sampel bagian |
Takometer |
Tidak ada kerutan di seluruh area dan tidak ada goresan di permukaan substrat |
visual |
||
Semua bagian yang bergerak beroperasi dengan lancar tanpa kebisingan yang tidak normal; Sabuk transmisi bebas dari penyimpangan dan keausan; |
visual |
||
Pengaturan suhu setiap bagian oven: suhu normal ~ 150 ℃ |
Operasi dan inspeksi visual |
||
Koreksi penyimpangan belitan, pelepasan, dan traksi berjalan lancar tanpa guncangan terus menerus |
Operasi dan inspeksi visual |
||
Kecuali untuk koreksi penyimpangan dan oven, penyimpangan bahan dasar setiap rol adalah ≤± 1mm; Penyimpangan substrat gulungan pelapis ≤ 0,5mm |
jangka lengkung |
||
Nilai pengaturan tegangan 5 ~ 300N |
Operasi dan inspeksi visual |
||
Saat memulai dan berhenti, fluktuasi tegangan adalah ± 5N; Fluktuasi tegangan ± 1n selama operasi normal; |
Operasi dan inspeksi visual |
||
7. |
Pemeriksaan pelapisan 30m/min operasi pelapisan 1200m) |
Kecepatan pelapisan adalah 30m / menit, dan metode pelapisan dapat mewujudkan pelapisan terus menerus dan terputus-putus |
Pengaturan parameter |
Sistem pengumpanan dan pipa disegel dengan baik tanpa kebocoran material |
visual |
||
Penampilan permukaan yang dilapisi bagus, tanpa partikel, goresan, foil terbuka dan tepi tonjolan yang buruk |
visual |
||
Akurasi kepadatan satu sisi: kesalahan berat ≤± 1,2% (tidak termasuk kisaran 8mm di tepi) |
Skala elektronik mikrometer |
||
Akurasi kepadatan permukaan dua sisi: kesalahan berat ≤± 1,5% (tidak termasuk kisaran 8mm di tepi) |
Skala elektronik mikrometer |
||
Tailing ≤ 1mm (terkait dengan viskositas bubur dan karakteristik pengikat) |
penggaris |
||
Area abnormal kepala ≤ 8mm |
Penggaris, mikrometer |
||
Area abnormal ekor ≤ 6mm |
Penggaris, mikrometer |
||
Area efek tepi ≤ 3mm, -10 ~ +5um (perubahan viskositas bubur kurang dari ± 300cps) |
Penggaris, mikrometer |
||
Kesalahan panjang / jam kesalahan kosong: ≤± 0,5mm |
penggaris |
||
Kesalahan lebar: ≤± 0,5mm |
penggaris |
||
Ketebalan kepala dan ekor: -5 ~ +5um |
Mikrometer |
||
Kesalahan perataan horizontal positif dan negatif: ≤± 0,5mm |
Jarum, penggaris |
||
Kesalahan penyelarasan longitudinal sisi depan dan belakang: ≤± 0,5mm |
Jarum, penggaris |
||
Akurasi kontrol suhu oven satu bagian: ≤± 1 ℃ |
visual |
||
Di area horizontal 10mm di atas substrat, penyimpangan suhu setiap titik oven satu bagian: ≤± 3 ℃ |
termodeteksi |
||
Uji kekeringan, residu pelarut: ≤ 1% (pengukuran sampel ruang suhu dan kelembaban konstan) |
Skala elektronik mikrometer |
||
Tingkat pemanfaatan peralatan: ≥ 97% (proyek penerimaan formal) |
Operasi dan uji |
||
Tingkat kualifikasi produk: ≥ 98% (proyek penerimaan formal) |
Operasi dan uji |





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

