 English▼
English▼




Kategori Produk
- pilot baterai / jalur produksi
- perakitan laboratorium baterai
- Lithium Battery Pack Assembly Line
- Solid State Battery Assembly Line
- Sodium Ion Battery Production Line
- Supercapacitor Assembly Line
- Lithium Ion Battery Recycling Plant
- Dry Electrode Preparation Solution
- Perovskite Based Solar Cell Lab Line
- Li ion baterai bahan
- bahan aktif katoda
- bahan aktif anoda
- Customized Battery Electrode
- Koin sel bahan
- chip lithium
- bagian sel silinder
- pengumpul arus baterai
- bahan konduktif baterai
- elektrolit dan kantong
- Metal Mesh
- pengikat baterai
- pemisah dan selotip
- film aluminium laminasi
- strip nikel / foil
- Battery Tabs
- bahan graphene
- Nickel Felt
- Titanium Fiber Felt
- Baterai
- Battery Pack Machine & Compoments
- Battery Pack Compoments
- Turnkey Solutions Battery Pack Assembly Line
- Cell Sorter
- Battery Pack Spot Welder
- Laser Welder
- Battery Charging Discharging Tester
- Battery Pack Aging Machine
- Battery Pack Comprehensive Tester
- CCD Visual Inspector
- Battery Pape Sticking Machine
- BMS Testing Machine
- Al Wire Bonding Machine
- semua mesin perakitan baterai
- penguji & penganalisa baterai
- Battery Safety Tester
- Material Characterization Tester
- mesin press bergulir
- mesin las spot logam
- mesin pengaduk vakum
- mesin crimping / pembongkaran
- mesin penyegel vakum
- mengisi elektrolit
- mesin susun / belitan
- pemotong elektroda / slitter
- kantong membentuk mesin
- NMP Solvent Treatment System
- Lithium Battery Production Plant
- Vakum kotak sarung tangan
- tungku
- Coaters
- PVD Coater
- tekan hidrolik
- Large Press Machine
- mixer sentrifugal planet / pabrik
- ball mill
- mesin laboratorium
- Cutting Machine
- busa elektroda logam
Hubungi kami
- Jika Anda memiliki pertanyaan, silahkan hubungi kami, Semua pertanyaan akan dijawab
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Tambahkan : No. 39, Xinchang Road, Xinyang, Haicang Dist., Xiamen, Fujian, China (Mainland)
Mesin Die Coating Coater Slot Intermiten Dengan Oven Pengeringan Dan Sistem Winding & Unwinding
Model Number:
TMAX-SYF360Pelabuhan pengiriman:
XiamenPembayaran:
L/C D/A D/P T/T Western UnionDelivery Time:
5 days
- WhatsApp : +86 18659217588
- Email : David@tmaxcn.com
- Email : Davidtmaxcn@gmail.com
- Wechat : 18659217588
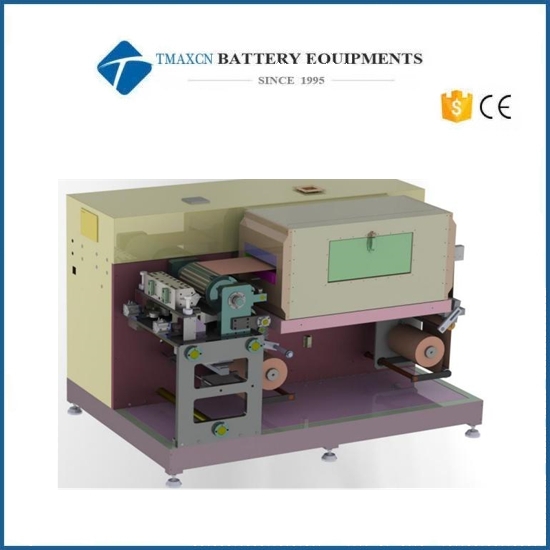
Mesin Die Coating Coater Slot Intermiten Dengan Oven Pengeringan Dan Sistem Winding&Unwinding
Spesifikasi Peralatan
1. Ketebalan substrat: aluminium foil: 0,010--0,030mm foil tembaga: 0,006-0,030mm
2. Lebar substrat: aluminium foil: 100-320mm foil tembaga: 100-320mm
3. Lapisan basah maksimal film ketebalan: 80--400μm (di bawah kondisi viskositas pasta)
4. Lebar lapisan maksimum: 3 6 0mm,
5. Lebar maksimum permukaan gulungan pelapis (gulungan baja): 45 0mm
6. Kecepatan pengangkutan mekanis: 0,5—7M/mnt (kecepatan maksimum)
7. Kecepatan pelapisan: 0,1-1,0M/mnt adalah yang terbaik (tergantung pada kondisi pengeringan, kecepatannya berbeda tergantung pada bubur) (lapisan superkapasitor lebih cepat, biasanya dapat diatur sekitar 1M/menit).
8. Panjang oven: 1 bagian oven × 1. 5 m/bagian = 1. 5 m
Kinerja peralatan
1. Metode pelapisan: pelapisan ekstrusi
Jarak pelapisan terputus-putus: 5-8000mm±1mm (dapat disesuaikan dengan spesifikasi baterai).
2. Akurasi pelapisan:
2.1. Kesalahan akurasi ketebalan kering: elektroda positif satu sisi: ±2,5µm elektroda negatif ±2,5µm (4-5 titik untuk pengukuran penampang, dan 100mm untuk jarak pengukuran bagian vertikal).
2.2. Kesalahan penyelarasan lapisan depan dan belakang: ≤±1,0mm
2.3. Kesalahan panjang rata-rata: ≤±1.0mm
2.4. Kesalahan lebar rata-rata: ≤±1.0mm
Catatan: Indeks 1 dan 2 di atas akan bekerja paling baik bila kondisi bubur (viskositas, ukuran partikel, keseragaman, dll.) cocok dengan pengaturan berbagai parameter peralatan.
3. Inti diameter dalam: 3 inci dengan poros udara
4. Kontrol tegangan: Kontrol PID tegangan lengan ayun
5. Akurasi pengontrol koreksi: ± 0,01 mm; Akurasi koreksi: ±1mm
6. Operator mengoperasikan mekanisme pelapisan dari depan
7. Bentuk pengeringan:
(1) Pengeringan udara panas: sirkulasi udara panas (pasokan udara ke atas); atau pasokan udara atas dan bawah;
(2) Metode pemanasan: pemanas listrik 5.0KW×1 bagian = 5.0KW;
(3) pemanas;
8. Panjang oven: 1 bagian oven × 1,0 m/bagian = 1,0 m
9. Bahan oven: baik di dalam maupun di luar terbuat dari stainless steel
10. Suhu oven: suhu kamar - 150 ℃ disesuaikan, akurasi kontrol suhu < ± 5 ℃;
Aliran proses
Bahan dasar lembaran elektroda yang ditempatkan pada perangkat pelepas memasuki sistem tegangan lengan ayun setelah koreksi deviasi otomatis. Setelah menyesuaikan ketegangan pelepasan, ia memasuki kepala pelapis, dan bubur elektroda dilapisi sesuai dengan prosedur pengaturan sistem pelapisan. Lembar elektroda basah yang dilapisi memasuki oven untuk dikeringkan dengan udara panas. Ketegangan lembaran elektroda kering disesuaikan dengan sistem tegangan, dan kecepatan belitan dikontrol pada saat yang sama, sehingga disinkronkan dengan kecepatan pelapisan. Lembar elektroda secara otomatis dikoreksi oleh sistem koreksi untuk menjaganya tetap di posisi tengah, dan dililit oleh perangkat penggulung.
Perangkat
1. Mekanisme pelepasan (dengan perangkat koreksi deviasi otomatis)
Perangkat ini terdiri dari pelepas servo, poros pelepas dengan kontrol tegangan, sistem koreksi deviasi otomatis, dll. Koil ditarik keluar dan memasuki perangkat tegangan lengan ayun setelah koreksi deviasi otomatis. Perangkat mentransmisikan perubahan tegangan selama pengoperasian ke pengontrol tegangan melalui sensor, untuk mencapai tegangan konstan.
2. Mekanisme tegangan lengan ayun
Mekanismenya terdiri dari roller, sensor posisi, dll. Sistem tegangan lengan ayun menyerap perubahan sementara di ruang penyimpanan karena akselerasi, deselerasi, pelepasan dan penyalaan gulungan, dan fluktuasi ruang selama interval pelapisan, sehingga berdampak pada lapisan diminimalkan. Ketegangan substrat disesuaikan dengan posisi lengan ayun, sehingga substrat mempertahankan tegangan konstan selama proses pelapisan, dan kecepatan pelepasan dan kecepatan pelapisan dikontrol untuk menjaga sinkronisasi.
3. Mekanisme pelapisan
Mesin ini dikendalikan oleh PLC dan dilengkapi dengan peralatan otomasi berteknologi tinggi dari mesin presisi dan integrasi opto-mekanis. Ini terdiri dari die ekstrusi, roller pelapis, motor penggerak, sensor serat optik, bantalan presisi, dan komponen pneumatik berkinerja tinggi. Diantaranya, motor penggerak, peredam, kontrol pneumatik, dan bantalan rol pelapis adalah bantalan presisi. Antarmuka manusia-mesin, PLC, dll. Merupakan sistem pelapisan terputus-putus, dan program pelapisan dirancang sesuai dengan ukuran proses pengguna.
Metode pelapisan memiliki dua mode kerja: pelapisan kontinu dan pelapisan intermiten. Untuk lapisan intermiten, panjang lapisan dan jarak intermiten dari sisi pertama dan sisi belakang dapat diatur masing-masing, dan dua panjang lapisan dapat diatur secara terpisah untuk setiap sisi. dan jarak intermiten untuk memenuhi persyaratan khusus pengguna. Parameter yang ditetapkan dapat disesuaikan secara terus-menerus sesuai dengan spesifikasi baterai (pulsa tunggal) dengan akurasi resolusi 0,01mm. Setelah pelapis belakang diposisikan secara otomatis oleh sensor serat optik yang melacak permukaan pertama, pelapisan dilakukan sesuai dengan parameter yang ditetapkan di bagian belakang. Indikator kecepatan roll aplikator dan roll belakang diatur dan ditampilkan pada layar sentuh.
4. Sistem pengeringan
Sistem pengeringan terdiri dari pemanas, kipas angin, saluran pembuangan dan lubang udara, kotak insulasi, pintu inspeksi, dll. Kotak insulasi memiliki bagian 1,0 meter, total satu bagian. Bagian dalam dan luar kotak terbuat dari tiang stainless steel. Badan kotak adalah struktur insulasi termal untuk mencegah kehilangan panas dan pengoperasian yang aman. Setelah potongan tiang basah yang dilapisi masuk ke kotak pengering, kotak mengadopsi metode pengeringan udara atas untuk pengeringan yang efisien Untuk pengeringan, udara kering dikirim oleh kipas untuk dipanaskan oleh pemanas udara panas, dan kemudian dikirim ke bagian dalam oven, dan ditiup secara merata ke lapisan basah oleh lubang udara, dan udara kering dibuang ke luar ruangan oleh kipas angin.
5. Mekanisme pengambilan
Perangkat ini terdiri dari outlet oven, mekanisme tegangan lengan ayun, perangkat penggerak sabuk, dan sistem sensor tegangan belitan. Tempo tetap sinkron.
6. Mekanisme pemutaran ulang
Perangkat ini terdiri dari motor servo, poros berliku, dan sistem koreksi deviasi otomatis. Selama proses penggulungan, alat ini dapat membuat poros penggulung mengikuti posisi potongan tiang, sehingga ujung potongan tiang yang berliku dapat tetap rapi.
7. Pelapisan dan pengeringan sistem kontrol otomatis
(1) Sistem kontrol lapisan: Sistem ini terdiri dari PLC, motor servo, layar sentuh, dan sensor serat optik. Sebagai antarmuka manusia-mesin, layar sentuh memiliki gambar yang bersahabat, tampilan intuitif, dan pengoperasian yang mudah. Selama proses pelapisan mesin ini, kecepatan garis roller pelapis, kecepatan pelapisan dan jumlah lembaran yang dilapisi secara otomatis ditampilkan pada layar sentuh, dan parameter yang ditetapkan dapat direvisi halus kapan saja sesuai dengan persyaratan dari proses produksi.
(2) Suhu dan kontrol: Sistem ini terdiri dari pengatur suhu, termokopel, pemanas, relai, dll. Sistem ini mengukur dan secara otomatis mengontrol suhu internal setiap bagian oven pengering
Konfigurasi utama
Sistem kontrol mesin dan sistem struktur adalah sistem kontrol loop tertutup yang sangat terintegrasi, konfigurasi utamanya adalah sebagai berikut:
Tidak. |
Nama |
Detail |
Isi |
1 |
Struktur rak |
|
Struktur pelat vertikal terintegrasi, pemrosesan merangkul, ditambah pin pemosisian yang tepat untuk memastikan akurasi dan stabilitas posisi |
2 |
Bagian pelepasan |
Formulir koreksi |
Patroli tepi fotolistrik, penggerak motor, koreksi gerakan keseluruhan |
|
|
Stroke koreksi |
±50mm |
|
|
Bentuk pelepasan |
Pemutusan otomatis peredam kecepatan motor |
|
|
Metode menggulung |
lubang angin 3". |
|
|
Diameter gulungan maksimum |
φ300 |
3 |
Rol pelapis |
Ukuran |
φ210*360 |
|
|
Bahan |
baja karbon, berlapis krom |
|
|
Modus berkendara |
Motor servo + peredam |
4 |
Modus pelapisan |
Kepala ekstrusi |
Lebar efektif 300mm, bahan: karbida berlapis baja tahan karat |
|
|
Sistem kontrol posisi kepala ekstrusi |
Dorongan silinder, penyesuaian mekanis, penyesuaian mekanisme yang tepat |
|
|
Ekstrusi kepala membran tekanan tibial |
Pengukur tekanan presisi tinggi 0-1MPa |
5 |
Sistem makan |
Baut pompa |
Bingshen pump HEISHIN servo control feeding |
|
|
Tangki transfer |
5L, kontrol suhu konstan, kontrol level cairan, pengadukan pneumatik, filter |
|
|
Katup pelapis |
Katup tunggal pneumatik |
|
|
Sistem saluran pipa |
Sistem perpipaan sanitasi, tidak ada jalan buntu |
6 |
Sistem Kontrol Tegangan |
Jenis struktur |
Ketegangan lengan ayun, silinder gesekan rendah |
7 |
Roller Pemandu (Over Roller) |
Modus kontrol |
Kontrol PID kecepatan |
|
|
Ketegangan (N) |
30-80N |
|
|
|
Gulungan paduan aluminium, lebar 340mm, anodized keras |
8 |
Panel operasi |
Layar sentuh |
Beroperasi sesuai dengan antarmuka fungsi |
9 |
Platform operasi |
Tombol |
Beberapa fungsi sama dengan pengoperasian tombol |
1. Kontrol otomatis tegangan depan dan belakang:
1.1 Terintegrasi penuh Panasonic sistem;
1.2 Mekanisme pelepasan;
1.3 Perangkat pemutar ulang;
1.4 Pelepasan motor.
2. Sistem koreksi otomatis depan dan belakang:
2.1 Pengontrol koreksi: Sistem koreksi Aibo;
2.2 Deteksi kepala: deteksi fotolistrik
3. Sistem kontrol utama:
3.1 Antarmuka operasi: layar sentuh;
3.2 Poros pelapis dan rol baja: motor servo Yaskawa;
3.3 Cetakan ekstrusi: digerakkan oleh silinder;
3.4 Pengontrol program: Panasonic PLC dan modul kontrol;
3.5 Tabung pemanas: domestik;
3.6 Probe pengatur suhu: termokopel.
4. Oven:
4.1 Bahan di dalam dan di luar kotak: baja tahan karat: ( Baja tahan karat SS304 )
4.2 Insulasi kotak: ketebalan lapisan insulasi adalah 50mm;
4.3 Kipas angin: domestik;
4.4 Saluran udara: baja tahan karat;
4.5 Rak: bagian baja karbon + cat
5. Kepala mesin dan bagian-bagian terintegrasi yang tidak berliku Ekor mesin dan bagian penerima
5.1 Meja kerja: permukaan berlapis nikel;
5.2 Kursi bantalan besar: permukaan berlapis nikel;
5.3 Rol pelapis: baja karbon dengan pelapisan krom di permukaan;
5.4 Rol karet: karet tahan korosi;
5.5 Rol aluminium: paduan aluminium (permukaan anodized hard anodized)
5.6 Poros tiup: pelapisan krom di permukaan





 +86 13174506016
+86 13174506016 David@tmaxcn.com
David@tmaxcn.com

